-


Model:
+86 131-4173-2687(WhatsApp)
Hogyan lehet beállítani a tekercsrést egy tányérgörgő gépen az egyenletes hajlítás biztosítása érdekében
2025-10-03
Bármely lemez gördülő művelet elsődleges célja a tökéletes hengeres vagy kúpos alak elérése a lapos acéllemezről. Ennek a célnak a leggyakoribb és bosszantó akadálya az inkonzisztens hajlítás, amelynek alakja egy lapos folttal rendelkezik az egyik végén vagy egy kiejtett spirális csavarral. Ezeknek a hibáknak a kiváltó oka szinte mindig egy helytelenül beállított vagy következetlenen fenntartott tekercsrésen rejlik.
A „miért” megértése: A rés és a görbület közötti kapcsolat
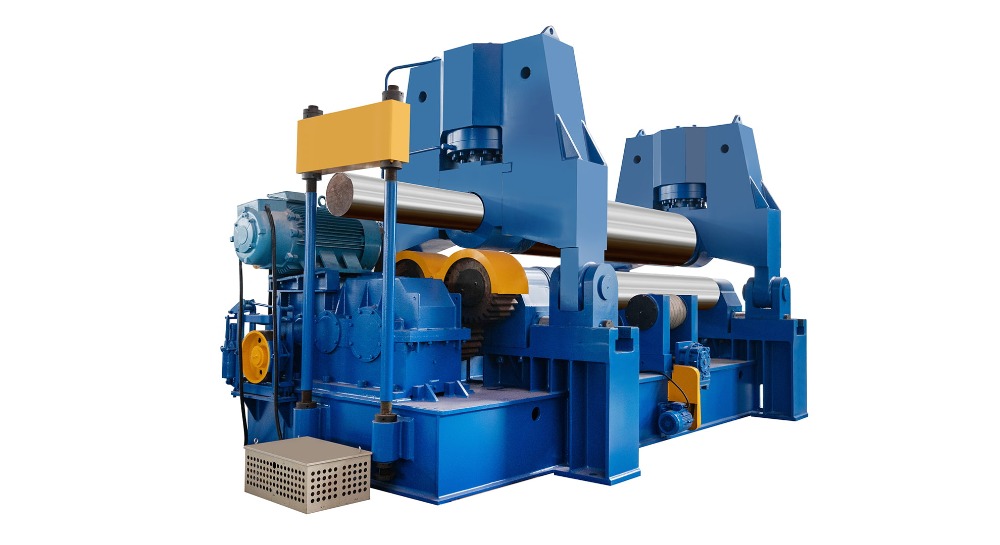
Mielőtt megérintette a lemezhengerelő gép , elengedhetetlen megérteni, hogy mit irányít. A tekercsrés - különös tekintettel a felső tekercs és az alsó tekercsek közötti távolságra - nem állítja be közvetlenül a végső átmérőjét. Ehelyett meghatározza a hajlítási sugár az érintkezési ponton átadta a tányérnak.
Egy kisebb tekercsrés Arra kényszeríti a lemezt, hogy súlyosabban deformálódjon, ami szigorúbb hajlítási sugarat (kisebb henger) eredményez.
Egy nagyobb tekercsrés Lehetővé teszi a lemez, hogy kevesebbet deformáljon, ami nagyobb hajlítási sugarat (nagyobb henger) eredményez.
Az egységes hengerhez ennek a hajlítási sugárnak a lemez egyik szélétől a másikhoz kell megegyeznie. Ha a rés a bal oldalon szélesebb, mint a jobb, akkor a bal oldal hízelgő, mint a jobb.
Alapvető kiigazítás előtti ellenőrző lista
A siker az előkészítésen függ. Ezeknek a lépéseknek a kihagyása lehetetlenné teszi a pontos rés beállítását.
1. Ellenőrizze a gép állapotát:
Ellenőrzés: Ellenőrizze a túlzott játékot vagy viselést a tekercscsapágyakban és a beállítási mechanizmusokban. Bármely lejtő következetlenséghez vezet.
Tekercs tisztaság: Győződjön meg arról, hogy az összes tekercs mentes -e szennyeződésektől, méretaránytól vagy hegesztéstől. Egy kis darab törmelék eldobhatja a teljes rés beállítását.
Igazítás: Ellenőrizze, hogy az összes tekercs párhuzamos -e egymással. Az eltérő tekercsek a kúpos formák elsődleges oka (az egyik vége nagyobb, mint a másik).
2. Megérteni az anyagot:
Vastagságkonzisztencia: Mérje meg a lemez vastagságát több ponton, különösen a szélek közelében. Nem ritka, hogy a lemezkészlet enyhe kúpos (például 19,8 mm, az egyik végén 20,2 mm). Ez a variáció következetlen hajlást okoz, még egy tökéletesen beállított rés mellett is.
Anyagtulajdonságok: Legyen tisztában az anyag hozamszilárdságával. A nehezebb anyagok nagyobb nyomást igényelnek (kisebb effektív rés) ahhoz, hogy elérjék ugyanazt a hajlító sugarat, mint a lágyabb anyagok.
3. A kritikus első lépés: Elméleti nulla pont beállítása
A lemez betöltése előtt meg kell hoznia az alapvonalat.
Lassan hozza le a felső tekercset, amíg mindkét alsó tekercsmel határozottan érintkezik.
Ez a „nulla pontod”. A digitális leolvasást vagy a mechanikai skálát ebben a pillanatban nullára kell állítani. Ha a gépednek hiányzik ez a szolgáltatás, óvatosan jelölje meg a pozíciót.
Most, amikor felemeli a felső tekercset a kívánt réshez (például a lemez vastagságához és egy kis távolságra), egy ismert, megismételhető referenciáról indul.
A lépésről lépésre történő rés-beállítási eljárás
Kövesse ezt a módszertani folyamatot, hogy egységes résen tárcsázza.
1. lépés: A kezdeti szimmetrikus rés beállítása
Számítsa ki a kezdő rést. Egy általános hüvelykujjszabály az, hogy a felső tekercsrést beállítsák 1,1–1,3 -szoros az anyag vastagsága - Egy 20 mm -es tányér esetén 22 mm -es réssel indul. Ez elegendő távolságot biztosít a lemez túlzott erő nélkül történő táplálásához, miközben megkezdi az előkészítést.
Emelje fel a felső tekercset erre a kiszámított magasságra, biztosítva, hogy a beállítás mindkét oldalán egyenlő legyen. Használjon egy érzelmi mérőt vagy egy féknyereg -készletet, hogy a tekercsek bal és jobb oldalán mind a jobb, mind a jobb végén lévő rést fizikailag mérje. Ne támaszkodjon kizárólag a gép skálájára ebben a szakaszban.
2. lépés: Az első előkészítés és a mérés
Adja meg a lemezt a gépbe, amíg az ólom széle éppen a felső tekercsnél van.
Végezze el az első előkészítést mind a vezető, mind a hátsó széleken. Egy kezdeti csipetgépnél ez azt jelenti, hogy meghajoljuk az egyik végét, majd megfordítsuk a lemezt a másik hajlításához.
Még ne töltse ki a hengert. A cél az, hogy két szimmetrikus kanyarot hozzon létre mindkét végén.
3. lépés: A „szikla teszt” és a vizuális ellenőrzés
Ez a legkritikusabb diagnosztikai lépés.
Helyezze az előrehajlított lemezt egy sík felületre vagy egy ismert jó referencia-hengerre.
Finoman rázza meg a tányért. Figyelje meg:
Ringatja az oldalról a másikra? Ez azt jelzi, hogy a hajlítási sugara mindkét oldalon különbözik - a rés egyenetlen.
Síkban ül, egy következetes rés alatt? Ez azt jelzi, hogy a kanyarok szimmetrikusak.
Ezenkívül vizuálisan értékelje a lemez és a referenciaterület közötti rést. A kúpos rés egyértelmű jele az inkonzisztens tekercsrésnek.
4. lépés: Finoman hangolt korrekciók elvégzése
A szikla teszt eredményei alapján:
Ha az egyik oldal laposabb (nagyobb sugara van): A tekercsrés túl nagy volt ezen az oldalon. Meg kell Engedje le a felső tekercset az adott oldalon a következő passzra. Végezzen beállítást kis lépésekben - 0,1 mm - 0,2 mm egyszerre.
Ha az egyik oldal szigorúbb (kisebb sugara van): A tekercsrés túl kicsi volt ezen az oldalon. Meg kell Emelje fel a felső tekercset kissé ezen az oldalon .
Fontos: Minden egyes beállítás után újra meg kell vágnia az élvonalt, és újra elvégeznie a kőzet-tesztet. Ez az iteratív folyamat a siker kulcsa.
5. lépés: Végső gördülés és ellenőrzés
Miután az előrehajlító végek tökéletesen szimmetrikusak, és a lemez áthalad a szikla teszten, ringatás nélkül, folytathatja a teljes henger gördítését.
Átadja a lemezt a gépen, fokozatos beállításokat végezve a felső tekercshez, hogy bezárja a kört.
A gördítés után végezzen végleges ellenőrzést. A legjobb gyakorlat az, hogy sablon vagy kerületi szalag használata a konzisztencia ellenőrzéséhez. Hegítse meg a varrást, majd ellenőrizze a hengert egy gördülőasztalon vagy egy lézer -szkennerrel a kerekség végső megerősítéséhez.
Általános problémák hibaelhárítása
Hordó alakú (nagyobb átmérő közepén): Ezt gyakran a tekercs eltérése okozza. A hajlítás hatalmas nyomása miatt a tekercsek kissé meghajolnak a közepén, és nagyobb hatékonyságú rést eredményeznek. A megoldás az, hogy a felső tekercset (korona) előzetesen (koronázzuk), hogy ellensúlyozzuk ezt az eltérést, ha a gépnek van ez a funkciója.
Homokóra alakja (kisebb átmérő közepén): Ez kevésbé gyakori, de a gépen egy vékonyabb lemezhez tartozó túlzott előkészítés okozhatja.
Perzisztens spirál/csavar: Ez szinte mindig a tekercsek közötti jelentős eltérés jele. A tekercsek nem párhuzamosak, és a lemezt egy szögben „sétálnak”. Ehhez maga a gép fő mechanikus korrekciója szükséges.
Következtetés: A türelem és a folyamat kulcsfontosságú
A tekercsrés beállítása az egyenletes hajlításhoz nem egyetlen hatás, hanem a mérés, a tesztelés és a növekményes korrekció folyamata. A leggyakoribb hiba az előkészítés előtti szakasz rohanása. A résvezérlés elvének megértésével, az ellenőrzött nulla ponttól kezdve, és vallásos módon a kőzet-teszt használatával, hogy irányítsa a finomhangolását, következetesen előállíthat kiváló minőségű, egységes hengereket és kúpokat. Az alapvető készség elsajátításához fektetett idő osztalékot fizet a csökkentett átdolgozásban, a kevesebb anyaghulladékban és a kiváló végtermékekben.








Copyright o Nantong Tengzhong Machinery Manufacturing Co., Ltd. All Rights Reserved.
