 Az olaj-elektromos hibrid technológia új generációja, energiatakarékosság és kibocsátáscsökkentés, nagy hatékonyság és alacsony hőfok, valamint jelentősen csökkentett működési zaj;
Az olaj-elektromos hibrid technológia új generációja, energiatakarékosság és kibocsátáscsökkentés, nagy hatékonyság és alacsony hőfok, valamint jelentősen csökkentett működési zaj; 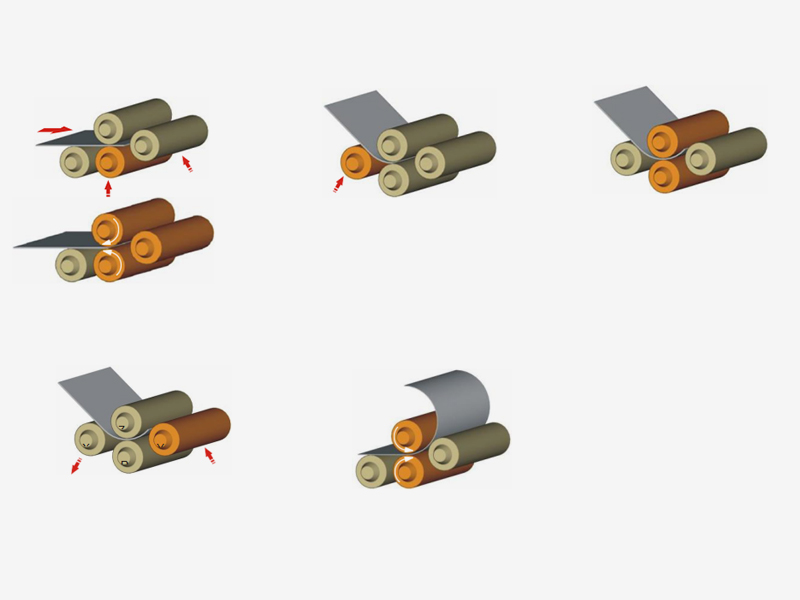











Mi az a présfékező gép? Minden olyan gyártóműhely, amely fémlemezből tartókat, burkolatokat vagy szerkezeti paneleket formál, egyetlen maggépre támaszkodik: a pré...
Olvasson tovább
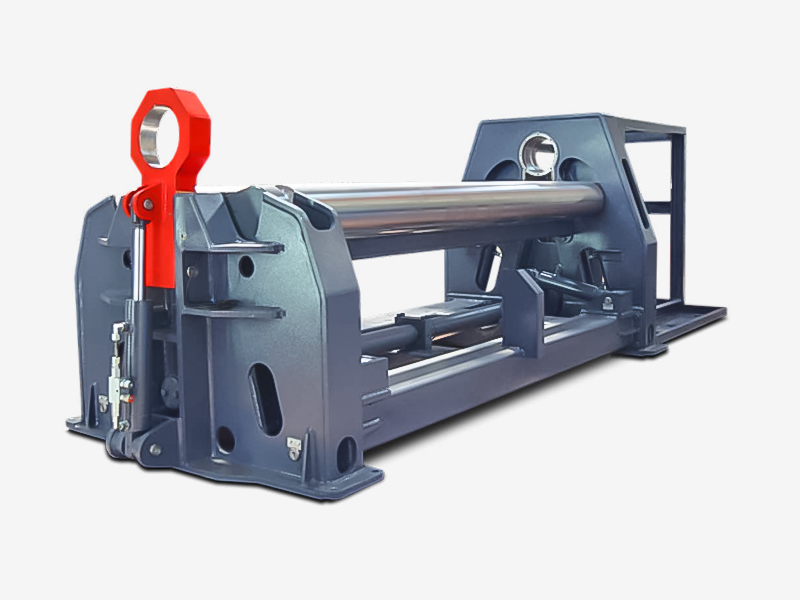
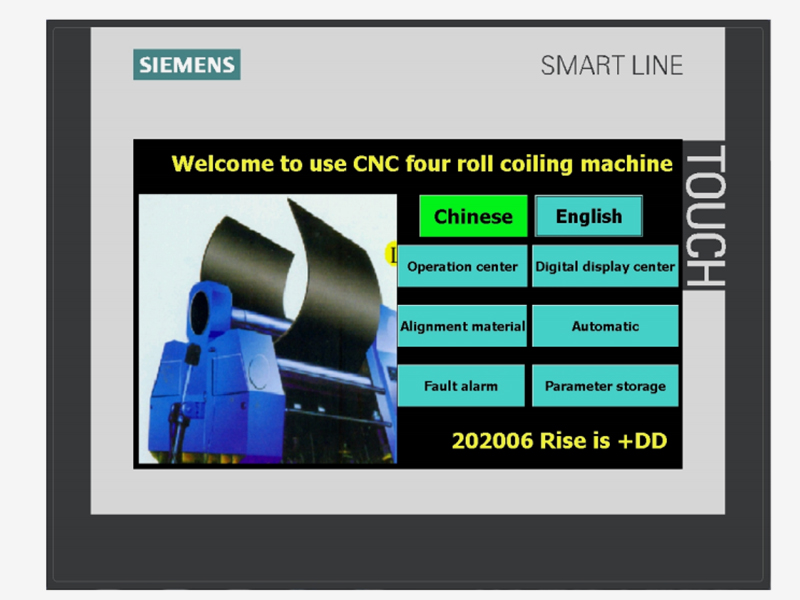
A CNC 4 görgős lemezhengergép egy fejlett lemezhengerlő feldolgozó berendezés, amely pontosan tudja szabályozni a lemezhengerlési folyamat paramétereit, például a lemez átmérőjét, a lemez sebességét, vastagságát stb. precíziós feldolgozás. Valós időben monitorozhatja és beállíthatja a feldolgozási paramétereket, biztosítja a tekercsfeldolgozás pontosságát és konzisztenciáját, és megfelel a különféle feldolgozási követelményeknek. Az automatizált feldolgozási eljárásokkal és modellekkel automatizált gyártás érhető el, javítható a termelés hatékonysága és csökkenthető a munkaerőköltség.
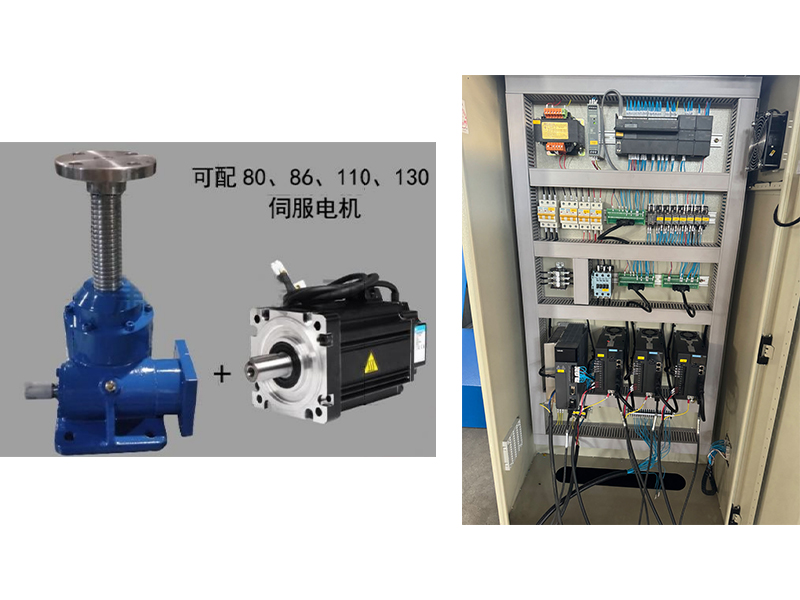
Az automatikus CNC tekercselőgép-rendszer egyszerűen kezelhető, az operációs rendszer stabil, tartós és mindenféle munkakörülményre alkalmas, a teljes vezérlőrendszer a következőket tartalmazza:
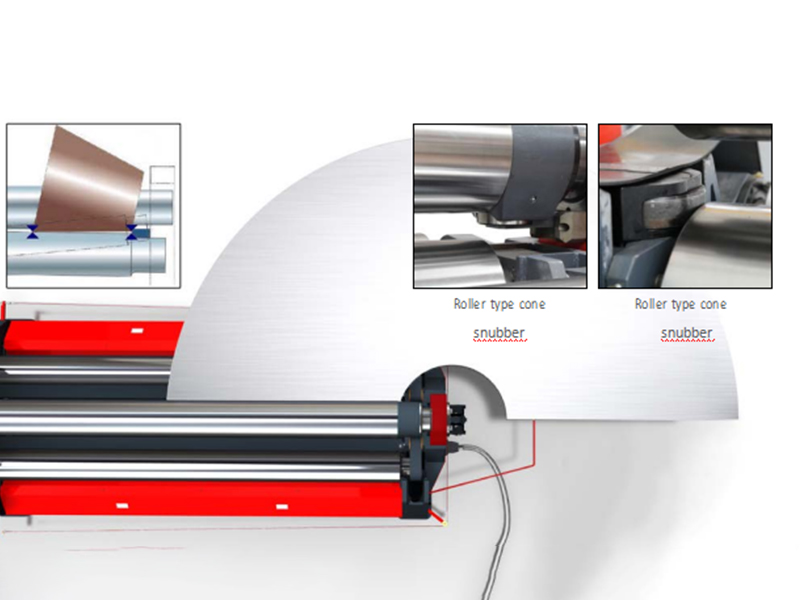
(1) A lemez vízszintesen van elhelyezve - nem olyan ferde, mint a háromhengeres lemezhengergép;
(2) Az oldalgörgő gyors használata a pozitív lemezen (r a helytelenség okozta kockázat elkerülése érdekében);
(3) Csak a rakodási oldalon foglaljon helyet;
(4) Az egyenes szakasz éle nagymértékben lecsökken (a kiemelkedő előhajlítási képesség miatt a befogási pont teljesen a lemez szélére esik);
(5) A legkönnyebben hengerelhető berendezés, minden oldalhengernek csak egy pozícióra van szüksége a formázáshoz;
(6) Az egész folyamatot egyszer alakítják ki (az előfeltételezés szerint a berendezés kapacitásának megfelelőnek kell lennie), beleértve a lemezfej hajlítását is;
(7) A lemezhajlítás alkalmas a hatékony automatikus tekercsgyártásra.
